アーク溶接 第76話 アーク溶接技術講習とその紹介(4) 担当 高木柳平
2017年02月06日
前話に引き続き、平素講習している立場から何点か抜粋し説明を加えます。今回は短絡移行溶接時の波形制御設定を取り上げます。繰り返しの説明になっている部分が出てくると思いますが、筆者がそれだけ重要であるとの認識から述べているものと解釈しご容赦下さい。
1)第1ビード部溶接への考え方
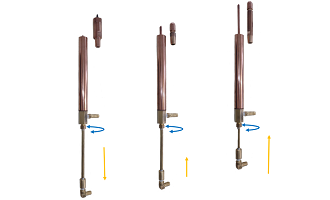
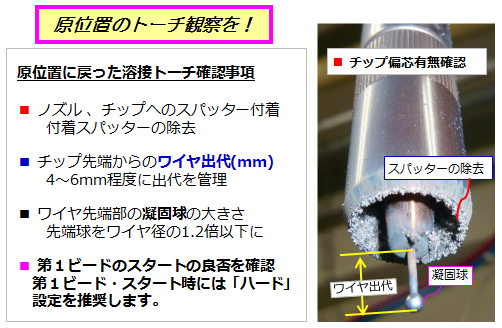 今、溶接ビード数が複数個ある溶接品を考えます。この場合の着目点の一つは第1ビードがアークスタートを含め不安定になりやすいことです。それは第1ビードのスタート部では母材・ワイヤとも冷えているためであり、またワイヤ先端部の付着スラグの絶縁性から生ずるスタート不良もあります。これらの対策として考えられていることが波形制御設定を「ハード」側設定にしてスタート時の溶接電流の立ち上げ速度(A/msec)を極力大きくすることです。そこでロボットのティーチングを行う際は少なくともビード数Nの溶接品における第1番目のスタートでは波形制御設定機能を必ず活用して適正なレベルの「ハード」設定を介して瞬時スタートを保証するように習慣づけることをお奨めします。参考として図076-01にトーチ原位置における確認事項と第1ビードスタート部における「ハード」設定推奨を示します。
今、溶接ビード数が複数個ある溶接品を考えます。この場合の着目点の一つは第1ビードがアークスタートを含め不安定になりやすいことです。それは第1ビードのスタート部では母材・ワイヤとも冷えているためであり、またワイヤ先端部の付着スラグの絶縁性から生ずるスタート不良もあります。これらの対策として考えられていることが波形制御設定を「ハード」側設定にしてスタート時の溶接電流の立ち上げ速度(A/msec)を極力大きくすることです。そこでロボットのティーチングを行う際は少なくともビード数Nの溶接品における第1番目のスタートでは波形制御設定機能を必ず活用して適正なレベルの「ハード」設定を介して瞬時スタートを保証するように習慣づけることをお奨めします。参考として図076-01にトーチ原位置における確認事項と第1ビードスタート部における「ハード」設定推奨を示します。
2)スラグ付着度と短絡移行の波形制御設定
あるお客様の溶接部品において、納入先で付着スラグが剥離して床を汚すというクレームが発生しました。納入先からは同じ溶接品でも付着性に違いがあることを指摘され弊社に相談があり溶接現場を確認してみると二台溶接機を並べて各ロボットで溶接する製品でした。そこでさらに波形制御ダイヤルを確認すると明らかに「ハード」設定の溶接品は剥離が容易である反面、「ソフト」設定の溶接品は剥離しにくい状況を確認できました。現在では少々旧式となったインバータ式溶接電源でアーク特性ダイヤルが溶接電源パネル前面に取り付けられているタイプでした。このようなタイプでは何かと人の手に触れやすくダイヤル設定に変化が生じやすい。このような不適合を考慮して、再発防止策としてダイヤル設定を管理監督者以外触れることができないよう透明アクリル板で覆うことにしました。いずれも「ソフト」側設定とし、固着スラグとなる溶接外観とし解決されました。
3)ワーク防錆油付着部のアーク安定化と波形制御設定
この事例も、あるお客様における改善事例のひとつです。円周溶接している部品があり溶接法はマグ溶接を採用しています。ところが円周溶接の一部に防錆油が少々強く付着する部位があり、その部位に円周溶接がくるとパンパンとアークが弾かれ不安定化することに悩まされ手直しに回していました。当社講習を受講された方が波形制御で改善できないかと考え「ハード」設定にしたら大幅にアーク不安定を解消できた。アークは目に見えないものとして電気磁気、水・ガスの膨張圧力、水による冷却などの影響を受けると不安定になる。この場合も油による冷却、およびアーク熱による油分の急膨張圧力により不安定化した。このような場合は急速に溶接電流を高める「ハード」設定が、「アーク力」を高めフラツキから立ち直らせ安定化に寄与しました。
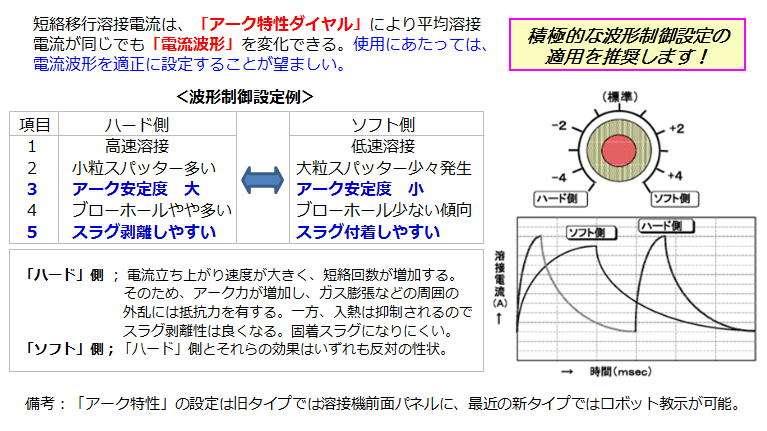
紙面の都合で波形制御設定のビード外観などへの影響について3つの事例を紹介しましたが、改善事例は他にも多々あります。図076-02に各設定における影響、効果の一例を示します。ここで強調したいことは溶接波形制御を存分に適用して下さいと。適用しなければ折角のフルデジタル高級溶接設備も旧式のサイリスタ機と何ら変わらなくなると認識して下さい。
次話では送給系・給電系における日常管理の眼のつけどころについて説明します。
以上