アーク溶接 第60話 溶接電流と波形制御(短絡移行)(2) 担当 高木柳平
2016年08月22日
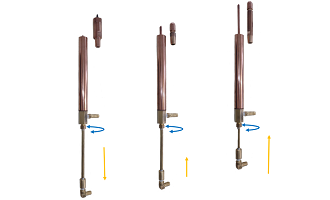
本話では短絡移行状態のモデルとそれに該当する電流波形モデルを対応させながら通常30~100(回/秒)程度繰り返される短絡移行溶接における説明を以下にします。余談ですが、その名も「短絡」と言うことはワイヤ先端が母材に接触・短絡することに由来し、別名では「ショート・アーク」と言って現場的に今でも使われています。英語ではDip Transferと呼ばれています。Dipは「ちょっと浸す」などの意味があり、短絡–アークの繰り返しをうまく表現しているようです。図060-01に波形制御CO2溶接における短絡移行波形と溶滴移行モデルを示す。

ここでは移行期間を①~⑥に区別しています。なお全期間、溶接ワイヤは定速度で送給されていることを前提とします。はじめに⑤期間をみてみましょう。短絡前のアーク期間終了直前で、次の短絡が確実に実行できるように電流(電圧)を下げ着実な短絡状態を得るための準備期間です。⑥期間では送給されたワイヤ先端が溶融状態のまま短絡。次の溶滴作りのため一呼吸置きます。
確実な短絡が実行された状態で①期間を迎えいよいよ電流を増加させながら流します。ここでは①期間と②期間の二段階で溶接電流の立ち上げ制御を行います。この立ち上げ速度レベルは第59話のような「ハード」・「標準」・「ソフト」に区別されます。短絡状態のワイヤ端部には、ワイヤから母材に向かって直流電流が流れます。その電流によってつくられる磁界が生み出す「ピンチ力」と母材側に既に形成されている溶融金属(溶融池)による「表面張力」の二つの力を借りて母材側に滴移行します。ここで電流波形をみると最大短絡電流に達しているのでこのままアーク再生に移ると溶融端部および溶融池側にCO2ガスの急膨張圧力が作用し、さらにはピーク電流による電磁圧力が作用しスパッター発生を生じやすくなる。
これらのスパッターは「アーク再生時スパッター」と名付けられ、電源メーカで対策がとられました。それが③期間を設け短時間かつ急激に電流を下げ、その直後アーク再生をさせる制御です。なおこの「アーク再生時スパッター制御」はいかなる鋼の溶接にも、かつどの電流域でも効果を発揮できる万能なものではありませんが、通常のCO2溶接では効果が大きいと考えて下さい。(図051-01参照下さい)
再生された④期間のアークは、送給ワイヤの母材側への送り込みによりアーク長さが短くなりつつ安定的に発生し次の溶滴移行サイクルに向けてワイヤ溶滴端部および母材溶融金属(溶融池)を加熱・溶融し続けます。時間の経過に伴って次の移行サイクルに進み⑤期間を迎えます。
以上が1サ イクルモデルの説明ですが規則正しい移行状態ばかりではありません。チップとの給電不良、ワイヤ送給のバラツキ、溶融池の急激な搖動、電磁力の作用および ガス・水・油脂などの膨張圧力など不安定要因に対しても溶接機メーカ固有の波形制御対応が採られています。メーカ側の十分すぎる波形制御要素を皆様の対象 となる溶接製品に適切に設定して頂ければさらなる効果を発揮できます。
次話では波形制御設定とその影響と効果について説明致します。
以上。