アーク溶接 第99話 溶接部の品質とビード寸法不良(2) 担当 高木柳平
2017年09月18日
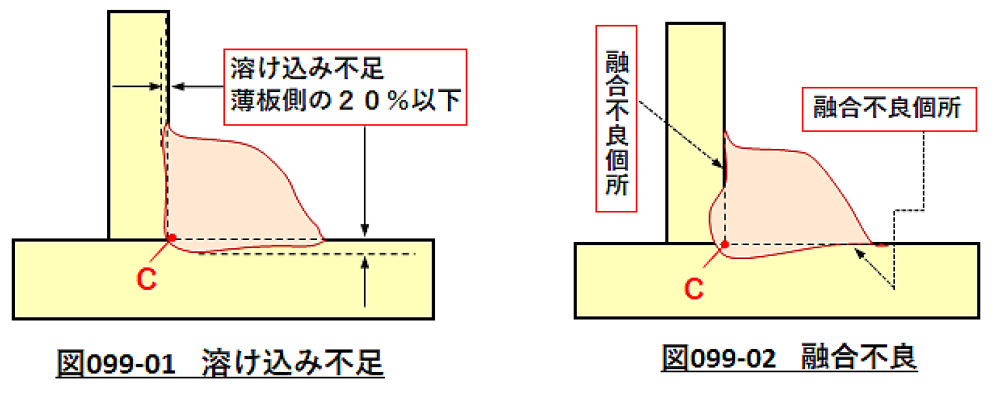
ビード寸法不良のなかで溶け込み深さ関連の不適合現象は通常三つにわけて名付けられている。ひとつめは前話でも触れた図098-02に示すC点を溶かしていない「溶け込み不良」。
次に図099-01の「溶け込み不足」。この欠陥は規格である薄板側の20%以上を満足しない場合であり、三つめは図099-02の「融合不良」。この欠陥は母材傾斜などの影響で溶融池が流れたり、開先内で溶融金属が先流れを生じたり、円周溶接時に先行ビードに後行ビードが重なる際十分な溶け込みを得ないままラップ溶接に移ってしまう場合などに生じやすい。これらの溶け込み深さ不良はいずれも溶接部強度を大きく阻害するので日常点検を強化し発生を阻止しましょう。
次に「溶け込み不良」で示すC点の求め方について重ねすみ肉溶接の場合を説明します。
図099-03に重ねすみ肉におけるビード断面の定義を図示するとともに、ここでは溶接前の上板のカドより10mmの位置に罫書き線を入れ、溶接後断面マクロ組織上に罫書き線から10mmの位置に縦線Aを引き、上板/下板の重ね線Bとの交点Cを求めることを示している。
写真099-01に実際の断面マクロ組織上にC点を求めた一例を示します。

溶接する母材間スキマの存在とC点が溶けていない場合の溶接部強度への影響は大きいと、前話でも触れました。しかし具体的に脚長、のど厚、溶け込み深さにどの程度まで影響があるか人口に膾炙され、規格化されたものの一部を抜粋して図099-04に示します。
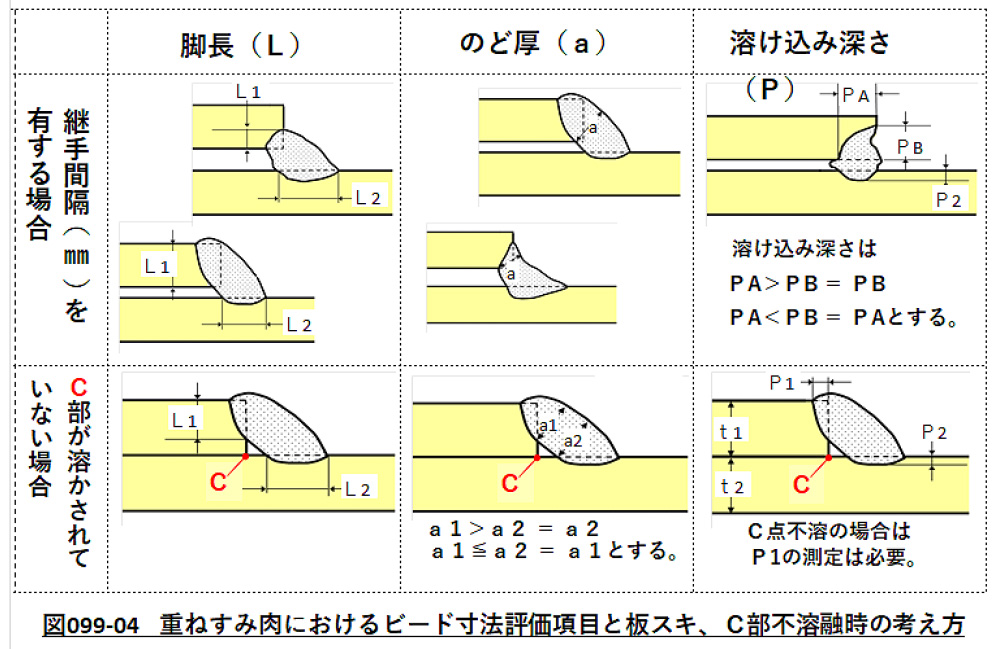
この図を見て、いかがでしょうか。
最初からC点不溶融時は不合格です。例え両サイドP1,P2の溶け込み深さが数値を満足していてものど厚は薄くなり、脚長は短くなる結果明らかな強度不足に陥るのです。同様に板スキの場合も、例え溶け込み深さを満足しても、板スキの分だけ明らかに脚長が減少し、のど厚も薄くなり強度低下を招きます。なお、板スキについては、自社の溶接品質規格と照合し母材板厚との関係において何mmまで許容されるか予め把握しておきましょう。
次話ではビード寸法不良に対しどのような対応が必要かについて共に考えましょう。
以上。